增強尼龍塑料影響開模的因素
發布時間:2023-11-21 點擊數:0
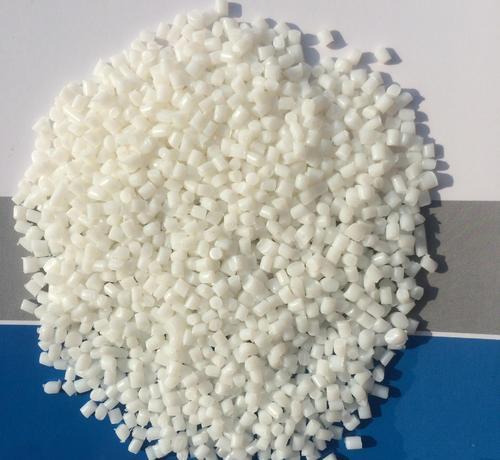
增強尼龍塑料影響開模的因素:
一、模具的速度和移動距離
模具在打開并頂出制件過程中移動的距離應減少以免浪費移動時間,當然,模具移動必須在模具再次關閉前足以讓制件順利脫離模具,所以,讓制件脫模所需移動距離愈短,則其所花的的間愈少,當注射成型機處于良好狀態,從高速打開到低速頂出的轉換能夠相當平穩。設備需要一些保養以完成這些速度上的變化,但是這些花費可以從模塑時間減少,節省時間而得到多倍的回報。為了達到最少的模具移動時間,調整減速限制開關,以便預出過程中模具不會過于接觸或破壞制件,并優化行程的高速段。
二、適當的周期性的保養
以確保這減速每次能重復。產生鎖模壓力時間在整個模具開放時間中是另一個阻延,這個時間可能經過機械磨損和液壓閥失效的影響,因此周期性的機械保養可以保持良好的操作狀態。  注意:
注意:
縮短模具打開行程到所必需的最小,以便制件和流道脫落
排除任何使頂出困難的因素,像頂針周圍的飛邊(披鋒)
縮短頂出行程到所必需的最小值
用最快的開模和閉模速度,同時要適當慢慢地中止和閉合以防止損壞模具
尋找所有閉模和產生鎖模壓力中的阻延,它們表示機械或液壓閥的故障
在模具中大量的裝嵌件活動也增長模具開放時間。稍加考慮產品設計(減少倒扣)就往往能使頂出動作自動化或半自動化進行
若這延誤是由模具損耗所導致,理應修理模具,以減低延誤。
養成良好的注塑機操作習慣
養成良好的注塑機操作習慣對提高機器壽命和生產安全都大有好處。
一、模具的速度和移動距離
模具在打開并頂出制件過程中移動的距離應減少以免浪費移動時間,當然,模具移動必須在模具再次關閉前足以讓制件順利脫離模具,所以,讓制件脫模所需移動距離愈短,則其所花的的間愈少,當注射成型機處于良好狀態,從高速打開到低速頂出的轉換能夠相當平穩。設備需要一些保養以完成這些速度上的變化,但是這些花費可以從模塑時間減少,節省時間而得到多倍的回報。為了達到最少的模具移動時間,調整減速限制開關,以便預出過程中模具不會過于接觸或破壞制件,并優化行程的高速段。
二、適當的周期性的保養
以確保這減速每次能重復。產生鎖模壓力時間在整個模具開放時間中是另一個阻延,這個時間可能經過機械磨損和液壓閥失效的影響,因此周期性的機械保養可以保持良好的操作狀態。
縮短模具打開行程到所必需的最小,以便制件和流道脫落
排除任何使頂出困難的因素,像頂針周圍的飛邊(披鋒)
縮短頂出行程到所必需的最小值
用最快的開模和閉模速度,同時要適當慢慢地中止和閉合以防止損壞模具
尋找所有閉模和產生鎖模壓力中的阻延,它們表示機械或液壓閥的故障
在模具中大量的裝嵌件活動也增長模具開放時間。稍加考慮產品設計(減少倒扣)就往往能使頂出動作自動化或半自動化進行
若這延誤是由模具損耗所導致,理應修理模具,以減低延誤。
養成良好的注塑機操作習慣
養成良好的注塑機操作習慣對提高機器壽命和生產安全都大有好處。
上一篇: 增強尼龍的成型工藝是怎樣的?
下一篇: 塑料配色過程中出現光源色差怎么辦?